铝衬管胶辊的制作
2015-03-12 14:36:11 来源: 评论:0 点击:

胶辊的制作要求
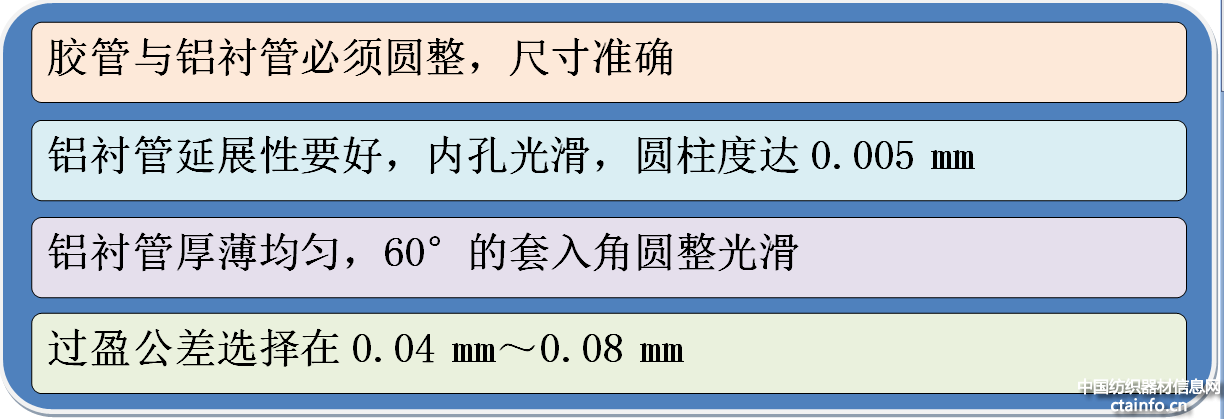
胶辊轴承是胶辊牵伸纱条的基础,要求材质好,装配精度高,旋转灵活且稳定,轴承外壳表面粗糙度也应越小越好,且轴承外壳倒角必须小于45°且圆整光滑,这样才能很好地与铝衬管配合。同时,轴承的径向游隙不能过小,否则强力抱合会使轴承外壳变形,因此套制前应对每套轴承用轴承测量仪进行检测,检验合格的轴承,再用120号汽油浸泡清洗其上的防锈油,滤干揩净,而后用干净棉布,工业酒精逐个揩净轴承表面的残油,方可套制。
胶辊的套制
胶辊的套制是胶辊制作的基础,可采用气动式套胶辊机,此设备结构合理,操作简便,效率高。套制胶辊时,轴承、杆头、底座必须保持同心,气流通畅,定位准确,一次到位,可确保胶辊周围端面受力均匀,在套制完成1万套胶辊后,应对杆头、底座部分重新校对;如果杆头、底座有超出0.1 mm的磨损,应及时进行更换,确保套制出的胶辊100%合格。
胶辊的磨砺
磨胶辊前先对磨床进行检修,确保其机械性能良好;其次是砂轮,选择宽度40 mm,外形圆整、气孔均匀、磨料一致、杂质少的,然后用金刚刀对其表面打磨,再进行清洁,确保砂轮的气孔里没有悬浮物或半悬浮物,避免砂轮气孔里的悬浮物或半悬浮物在砂轮高速运转中划伤胶辊表面;最后调整同心度,进刀量为0.15 mm~0.20 mm。表面粗糙度根据所纺品种要求,如果是免处理胶辊磨两个往复效果最佳,如果胶辊表面要进行处理,则只需一个往复。磨完0.5万套胶辊后,要检查夹口是否有磨损,发现磨损及时更换,确保磨出来的胶辊合格率达到100%。
胶辊的表面处理
免处理胶辊只需要用胶辊专用清洗剂将其表面清洗干净,放置24 h,加油,盖密封帽后方可上车使用;但是其它胶辊表面应用涂料处理两遍,上涂料时固定专人操作:① 上涂料前用工业酒精将胶辊表面清洗一遍;② 涂料应现配现涂,配好立即使用,避免因溶剂挥发造成浓度变化或产生沉淀物;③ 操作时用棉布板均匀饱满上两遍涂料,两遍之间相隔15 min~20 min,放置24 h后加油,盖密封帽后方可上车使用。
胶辊的加油
表面处理完毕后的胶辊放置24 h后进行加油,盖上与直径相对应颜色的密封帽,便于以后的管理;润滑脂选用3号锂基脂,合理控制油量,防止缺油或溢油,造成不必要的损失。
相关热词搜索:胶辊
上一篇:影响锭子功耗的因素
下一篇:关于非织造布你知道多少
分享到:
 收藏
收藏
收藏
评论排行
- ·板簧加压摇架浅析(0)
- ·诸水夫(0)
- ·拥抱“5G”,打造纺织产...(0)

 陕公网安备 61040202000271号
陕公网安备 61040202000271号